1.生产率高铣削时铣刀连续转动,并且允许较高的铣削速度,因此具有较高的生产率。
2连续切削铣削时每个刀齿都在连续切削,尤其是端铣,铣削力波动大,故振动是不可避免的。当振动的频率与机床的固有频率相同或成倍数时,振动最为严重。另外,当高速铣削时刀齿还要经过周期性的冷热冲击,容易出现裂纹和崩刃,使刀具耐用度下降。
3.多刀多刃切削铣刀的刀齿多,切削刃的总长度大,有利于提高刀具的耐用度和生产率,优点不少。但也存在下述两个方面的问题:一是刀齿容易出现径向跳动,这将造成刀齿负荷不等,磨损不均匀,影响已加工表面质量;二是刀齿的容屑空间必须足够,否则会损害刀齿
4.铣削方式不同 根据不同的加工条件,为提高刀具的耐用度和生产率,可选用不同的铣削方式,如逆铣、顺铣或对称铣、不对称铣
公司生产产品:
钻头类:抛物线槽型深孔钻、硬质合金枪钻、直柄钻、锥柄钻、加长钻、超长钻、长杆钻、中心钻、螺旋槽中心钻、锥柄锪钻、平底锪钻、锥面锪钻、三刃扩孔钻、套式扩孔钻、阶梯钻、台阶钻、线路板PCB钻头、钻铰刀、铣铰刀、倒角刀;
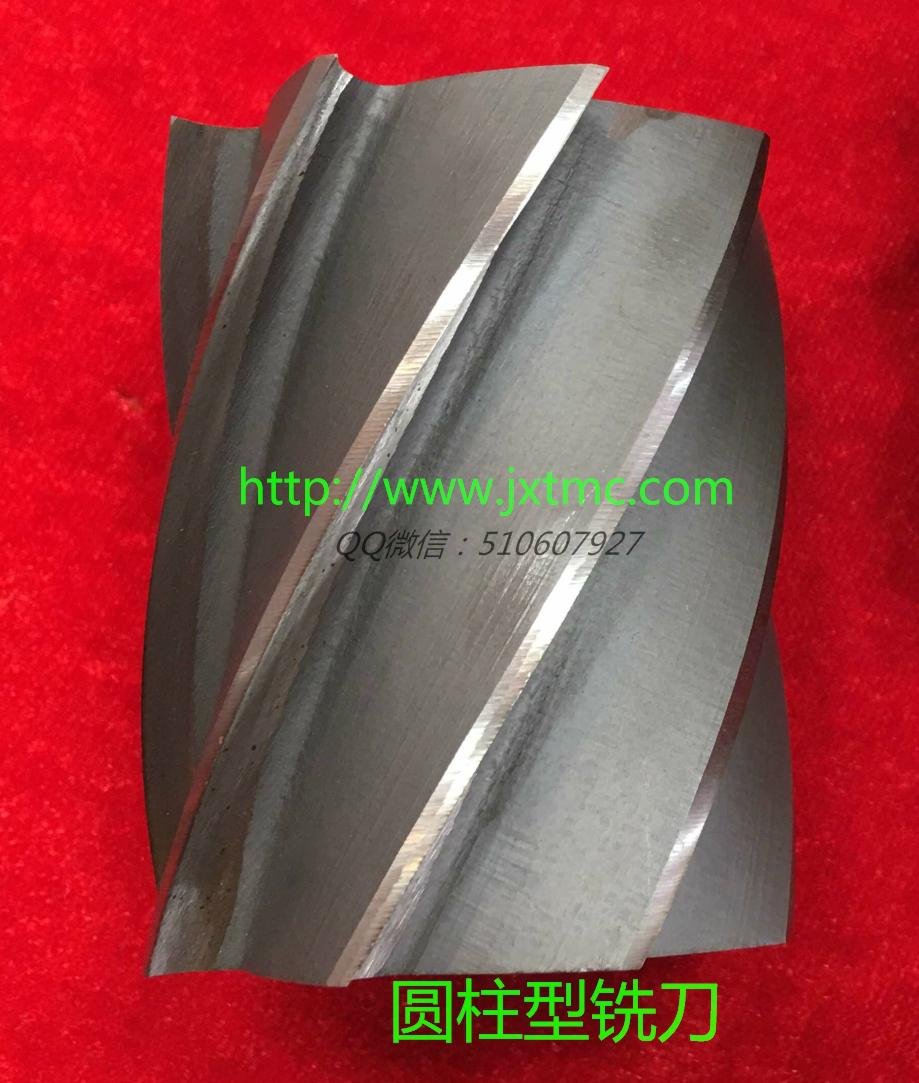
铣刀类:立铣刀、键槽铣刀、三面刃铣刀、球头铣刀、波刃立铣刀、斜刃立铣刀、单角铣刀、双角铣刀、凸半圆铣刀、凹半圆铣刀、T型槽铣刀、半圆键槽铣刀、圆柱形铣刀、锯片铣刀、切口铣刀、套式面铣刀、燕尾槽铣刀、成型铣刀;
铰刀类:手用铰刀、机用铰刀、螺旋槽铰刀、1:10锥度铰刀、1:30锥度铰刀、1:50锥度铰刀、套式机用铰刀、莫氏铰刀、可调铰刀、非标铰刀;
螺纹刀具类:手用丝锥、直槽丝锥、螺旋槽丝锥、挤压丝锥、T形丝锥、圆锥管螺纹丝锥、圆柱管螺纹丝锥、螺母丝锥、英制丝锥、美标丝锥、全磨制机用丝锥、非标加长丝锥;圆板牙、圆柱管螺纹板牙、圆锥管螺纹板牙、英标圆板牙、美标圆板牙、高速钢圆板牙、滚制滚丝模、搓丝板;
车刀类:正方形白钢车刀、长方形白钢车刀、元车刀、冲针、模具刀板、数控车刀、机夹车刀、焊接车刀、金刚石车刀、自动车床车刀、外圆车刀、内孔车刀、内外螺纹车刀、切槽刀
量具类:光滑极限量规、卡规、槽宽塞规、长度双面卡规、光面塞规、光面环规、螺纹塞规、螺纹环规、渐开线花键环规、渐开线花键塞规,矩形花键环规、矩形花键塞规,三角形花键环规、三角形花键塞规,样板,花键轴尼龙推刀,变速器同轴度渐开线花键环规检具,锥度环规、锥度塞规,位置度检具
加工中心刀具类:整体合金直柄钻头、整体合金直柄阶梯钻、整体合金直柄机用铰刀、整体合金台阶铰刀、整体合金直柄立铣刀、整体合金直柄键槽铣刀、整体合金波纹立铣刀、整体合金锯片铣刀、整体合金T形槽铣刀、整体合金球头立铣刀、整体合金成型铣刀、整体合金钻铰刀、整体合金铣铰刀、整体合金圆鼻刀、整体合金非标刀具、整体合金铣刀片、整体合金车刀片
代理进口刀具类:日本:三菱MITSUBISHI、日立HITACHI、京瓷KYOCERA、东芝TOSHIBA数控刀片;韩国:克洛伊KORLOY、特固克TAEGUTEC数控刀片;德国:WALTER数控刀片;台湾:丸荣数控刀柄;日本:欧士式机OSG、弥满和YAMAWA、富士FUJI丝锥、板牙;日本三丰MITUTOYO量具。美国肯纳KENNAMETAL、瑞典山特维克SANDVIK COROMANT全线刀具。