1.生產率高銑削時銑刀連續轉動,並且允許較高的銑削速度,因此具有較高的生產率。
2連續切削銑削時每個刀齒都在連續切削,尤其是端銑,銑削力波動大,故振動是不可避免的。當振動的頻率與機床的固有頻率相同或成倍數時,振動最為嚴重。另外,當高速銑削時刀齒還要經過週期性的冷熱衝擊,容易出現裂紋和崩刃,使刀具耐用度下降。
3.多刀多刃切削銑刀的刀齒多,切削刃的總長度大,有利於提高刀具的耐用度和生產率,優點不少。但也存在下述兩個方面的問題:一是刀齒容易出現徑向跳動,這將造成刀齒負荷不等,磨損不均勻,影響已加工表面質量;二是刀齒的容屑空間必須足夠,否則會損害刀齒
4.銑削方式不同 根據不同的加工條件,為提高刀具的耐用度和生產率,可選用不同的銑削方式,如逆銑、順銑或對稱銑、不對稱銑
公司生產產品:
鑽頭類:拋物線槽型深孔鑽、硬質合金槍鑽、直柄鑽、錐柄鑽、加長鑽、超長鑽、長杆鑽、中心鑽、螺旋槽中心鑽、錐柄锪鑽、平底锪鑽、錐面锪鑽、三刃擴孔鑽、套式擴孔鑽、階梯鑽、臺階鑽、線路板PCB鑽頭、鑽鉸刀、銑鉸刀、倒角刀;
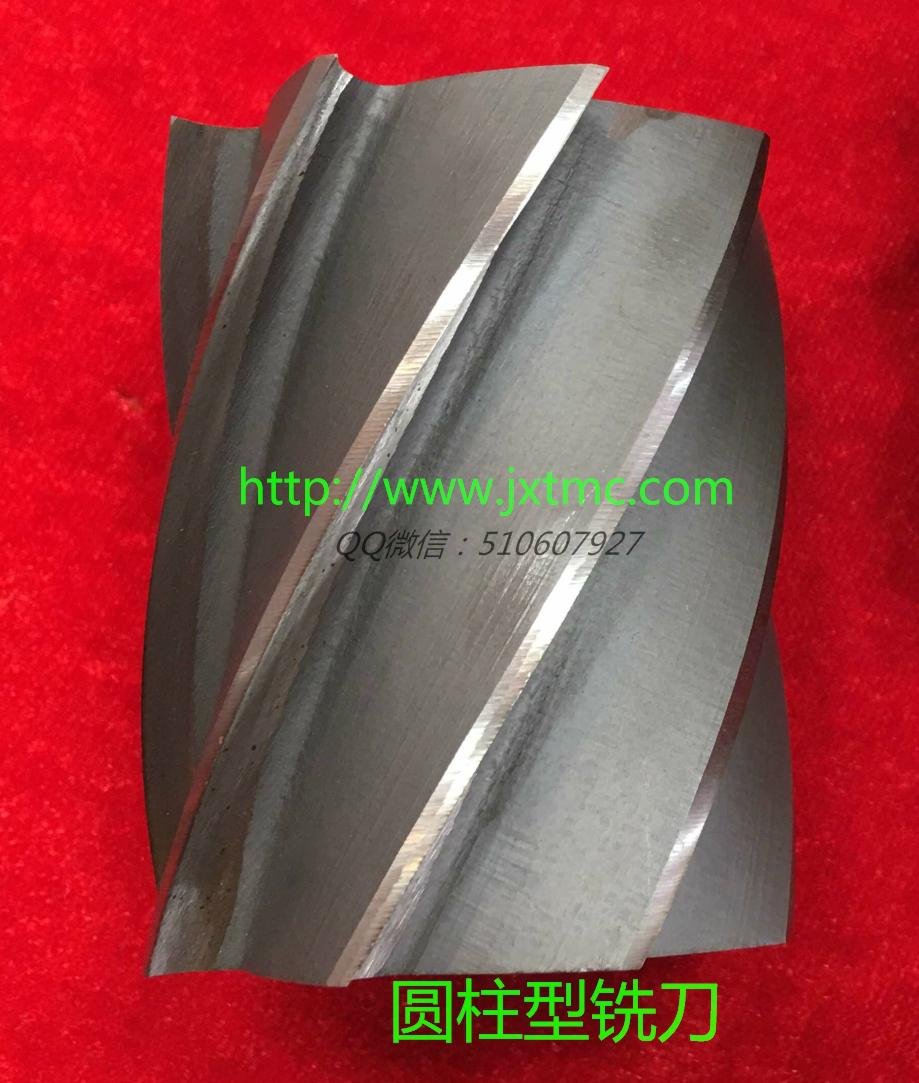
銑刀類:立銑刀、鍵槽銑刀、三面刃銑刀、球頭銑刀、波刃立銑刀、斜刃立銑刀、單角銑刀、雙角銑刀、凸半圓銑刀、凹半圓銑刀、T型槽銑刀、半圓鍵槽銑刀、圓柱形銑刀、鋸片銑刀、切口銑刀、套式面銑刀、燕尾槽銑刀、成型銑刀;
鉸刀類:手用鉸刀、機用鉸刀、螺旋槽鉸刀、1:10錐度鉸刀、1:30錐度鉸刀、1:50錐度鉸刀、套式機用鉸刀、莫氏鉸刀、可調鉸刀、非標鉸刀;
螺紋刀具類:手用絲錐、直槽絲錐、螺旋槽絲錐、擠壓絲錐、T形絲錐、圓錐管螺紋絲錐、圓柱管螺紋絲錐、螺母絲錐、英制絲錐、美標絲錐、全磨製機用絲錐、非標加長絲錐;圓板牙、圓柱管螺紋板牙、圓錐管螺紋板牙、英標圓板牙、美標圓板牙、高速鋼圓板牙、滾制滾絲模、搓絲板;
車刀類:正方形白鋼車刀、長方形白鋼車刀、元車刀、沖針、模具刀板、數控車刀、機夾車刀、焊接車刀、金剛石車刀、自動車床車刀、外圓車刀、內孔車刀、內外螺紋車刀、切槽刀
量具類:光滑極限量規、卡規、槽寬塞規、長度雙面卡規、光面塞規、光面環規、螺紋塞規、螺紋環規、漸開線花鍵環規、漸開線花鍵塞規,矩形花鍵環規、矩形花鍵塞規,三角形花鍵環規、三角形花鍵塞規,樣板,花鍵軸尼龍推刀,變速器同軸度漸開線花鍵環規檢具,錐度環規、錐度塞規,位置度檢具
加工中心刀具類:整體合金直柄鑽頭、整體合金直柄階梯鑽、整體合金直柄機用鉸刀、整體合金臺階鉸刀、整體合金直柄立銑刀、整體合金直柄鍵槽銑刀、整體合金波紋立銑刀、整體合金鋸片銑刀、整體合金T形槽銑刀、整體合金球頭立銑刀、整體合金成型銑刀、整體合金鑽鉸刀、整體合金銑鉸刀、整體合金圓鼻刀、整體合金非標刀具、整體合金銑刀片、整體合金車刀片
代理進口刀具類:日本:三菱MITSUBISHI、日立HITACHI、京瓷KYOCERA、東芝TOSHIBA數控刀片;韓國:克洛伊KORLOY、特固克TAEGUTEC數控刀片;德國:WALTER數控刀片;臺灣:丸榮數控刀柄;日本:歐士式機OSG、彌滿和YAMAWA、富士FUJI絲錐、板牙;日本三豐MITUTOYO量具。美國肯納KENNAMETAL、瑞典山特維克SANDVIK COROMANT全線刀具。
產品優點︰
用於臥式銑床上加工平面。刀齒分布在銑刀的圓周上,按齒形分為直齒和螺旋齒兩種。按齒數分粗齒和細齒兩種。螺旋齒粗齒銑刀齒數少,刀齒強度高,容屑空間大,適用於粗加工;細齒銑刀適用於精加工。
可以多把銑刀組合在一起進行寬平面銑削,組合時必須是左右交錯螺旋齒。